
The 3D printing process is cool, but it’s also really annoying at times. Specifically, when you want to get a part printed, and no matter how you orientate things, what adhesion aids you use or what slicer settings you tweak, it just won’t print right. [David Malawey] has been thinking a little about the problem of the edges of wide prints tending to curl upwards, and we believe they may be on to something.
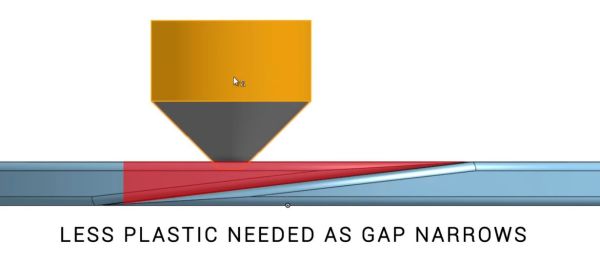
Obviously, we’re talking about the lowest common denominator of 3D printing, FDM, here. Other 3D printing technologies have their gotchas. Anyway, when printing a wide object, edge curling or warping is a known annoyance. Many people will just try it and hope for the best. When a print’s extreme ends start peeling away from the heat bed, causing the print to collide with the head, they often get ripped off the bed and unceremoniously ejected onto the carpet. Our first thought will be, “Oh, bed adhesion again”, followed by checking the usual suspects: bed temperature, cleanliness and surface preparation. Next, we might add a brim or some sacrificial ‘bunny ears’ to keep those pesky edges nailed down. Sometimes this works, but sometimes not. It can be frustrating. [David] explains in the YouTube short how the contraction of each layer of materials is compounded by its length, and these stresses accumulate as the print layers build. A simple demonstration shows how a stack of stressed sections will want to curl at the ends and roll up inwards.
This mechanism would certainly go some way to explain the way these long prints behave and why our mitigation attempts are sometimes in vain. The long and short of it is to fix the issue at the design stage, to minimize those contraction forces, and reduce the likelihood of edge curling.
Does this sound familiar? We thought we remembered this, too, from years ago. Anyway, the demonstration was good and highlighted the issue well.
Continue reading “What Actually Causes Warping In 3D Prints?”




![The hot end of the EasyThreed K9 is actually pretty nifty. (Credit: [Thomas Sanladerer])](https://hackaday.com/wp-content/uploads/2024/02/cheapest_fdm_printer_hotend.jpg)









